
グッドイヤーウェルト式製法による靴の製造工程
(文・イラスト/靴のパラダイス)
グッドイヤーウェルト式製法とは
[goodyear welt process]
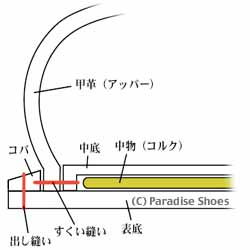
19世紀初めごろ、米国のチャールズ・グッドイヤー二世(親のチャールズ・グッドイヤーはアメリカの発明家。加硫ゴムを発明したことで、タイヤメーカー「GOODYEAR」の社名の由来となった。)が、それまで手縫いだった靴を機械化に成功したためこの名が付いた。靴の中底にアッパー(甲革)を吊り込み、ウェルト(細革)と呼ばれる棒状の細長い革を巻きつけながら縫い付け(すくい縫い)し、最後にウェルトとアウトソールを縫い付け(出し縫い)する製法。職人の技術が重要なことと多くの部品と手間がかかる分、たいへん丈夫で長持ちするしなやかな靴が出来上がります。
製造工程
1、裁断


一枚の革から、無駄のでないよう丁寧にパーツを抜いていきます。 パーツに適した革の部位を、職人の目で確認しながら切り取っていきます。
2、パーツ革の検品

裁断してできたパーツを、手で伸ばし傷がないかチェックしていきます。靴は、甲革を靴型につり込む際、革をひっぱりますので、伸ばした状態で傷などあるかチェックします。
3、縁すき

パーツ同士縫い合わせる縫いしろ部分(縁部)を、幅を合わせ薄くすいていきます。縫い合わせ部が厚くならないようにするためです。
4、縫製

パーツ同士を縫い合わせ、甲革(アッパー)を形成していきます。
5、甲革(アッパー)検品

でき上がった甲革(アッパー)を検品・チェックしていきます。正しく縫われているか、ほつれはないか、革に傷はないかなど、念入りにチェックします。
6、先芯、月型芯のり入れ

仮紐で結んだアッパーに、糊を使って、つま先の先芯と踵の月型芯を入れていきます。
7、中底仮止め

靴型の底部に中底を仮止めしていきます。
8、アッパー(甲革)仮止め

中底を仮止めした中底に、アッパーをかぶせ、踵位置を合わせて仮止めしていきます。
9、つり込み


つま先を機械でつり込み、サイド(横)をラステイングピンサー(ワニ型ペンチ)と釘を使ってつり込んでいきます。最後に踵も機械でつり込みます。履き心地を左右する重要な工程。熟練の職人が行います。
<ラステイングピンサー(甲釣り)>
10、甲革(アッパー)検品

つり込み終わった甲革を検品します。傷や血筋などがないか念入りにチェックします。
11、リブ止め

中底のリブ(縫いしろ)とアッパーを、針で止めていきます。
12、すくい縫い

中底のリブ・アッパー・細革(ウエルト)の3つを、機械を使って縫い付けていきます。 縫い目は表に出ないもののグッドイヤーウェルト製法の根幹であり、この構造が、丈夫で安定感抜群の履き心地を生みだします。
13、中物、シャンク入れ

中物(クッション材)となるコルクと、シャンク(背骨の役割をはたす部材)を糊をつけて固定します。
14、出し縫い

細革(ウエルト)とソール(本底)を縫い上げます。コルクとシャンクをしっかりサンドします。外観にも大きく影響する工程です。
出し縫いし終わった本底には、ヒールを取り付けます。専用のプレス機を使う場合が多い。
15、ソールまわり削り

ソール周り(コバ部分/底のサンドエッジ)を高速回転する刃物で削り出します。定規はなく職人の勘がすべてです。張り出させてボリュームを出したり、削り込んで華奢に仕上げたり、技が光ります。
16、コテ掛け

削り出した革に熱ゴテをあてて面を作り、インクを塗り磨きあげる。底面のオーナメントもまた、熱せられた様々なコテで飾られていきます。
17、仕上げ

工程中についた油や汚れを洗い落とし、クリームをつけて磨き上げます。この後、敷革を貼り、紐を通して出来上がり。最後に入念な検品・チェックを受けます。
完成

以上の工程を経てようやく完成。
上記以外にも、合計約200の工程を経て完成するグッドイヤーウェルト製法の靴。まさに職人技の一足。